通過認證
通過認證 




長沙BM鍵槽拉刀用于軟鋼和鑄鐵/青銅/黃銅的加工:
為了確保鑲件具有較長的壽命和加工過程中的 光潔度,建議遵守推薦參數(請參閱參數表)。
各種材料上可實現的大厚度和切削參數
35 毫米行程 50 毫米行程 665 毫米行程 切削速度 增加
鋁 14mm 14mm 14mm 38 m/min. 0,06 / 0,15 mm
軟鋼 12mm 12mm 12mm 33 m/min. 0,04 / 0,07 mm
鑄鐵 12mm 12mm 10mm 28 m/min. 0,04 / 0,07 mm
普通鋼 12mm 12mm 10mm 30 m/min. 0,03 / 0,05 mm
調質鋼 10mm 10mm 10mm 25 m/min. 0,02 / 0,04 mm
不銹鋼 10mm 10mm 10mm 25 m/min. 0,02 / 0,04 mm
塑料 14mm 14mm 14mm 40 m/min. 0,07 / 0,15 mm
青銅-黃銅12mm 10mm 10mm 30 m/min. 0,03 / 0,06 mm
意大利BM鍵槽拉刀在插床上的加工時間計算程序:
切削速度和每個行程的增量基本上取決于被加工材料的類型和切削條件。
根據所選擇的材料類型,加工時間計算程序將提供切割速度和增量。
對于程序操作,我們將以兩個實例舉例說明。
名為“示例 1”的*個實例介紹了簡單的鍵槽座加工。
在該例中,除提供內孔直徑外,提供鑲件寬度也非常重要。因此,系統將能夠計算加工時間,同時考慮到鑲件平坦部分和孔徑之間的間隙。.
在圖中所示的特例中,因為只執行一次鍵槽加工操作,所以應在“操作次數”欄里輸入 1。
名為“示例 2”的第二個實例展示了/槽型的加工。
在該例中,因為鑲件末端是徑向的,且鑲件和孔徑之間沒有間隙,所以必須在“鑲件寬度”字段中輸入 0。
在圖中所示的特例中,因為需要加工 20 個齒,所以“操作次數”應該是 20。
計算器產生的估計值是近似值,僅提供加工時間的粗略指示。
該程序只能在以下瀏覽器中使用:
- Internet Explorer 9 或更高版本
- Google Chrome 25 或更高版本
- Firefox 15 或更高版本
- Safari 5.1 或更高版本
- Opera 12 或更高版本

意大利BM公司:
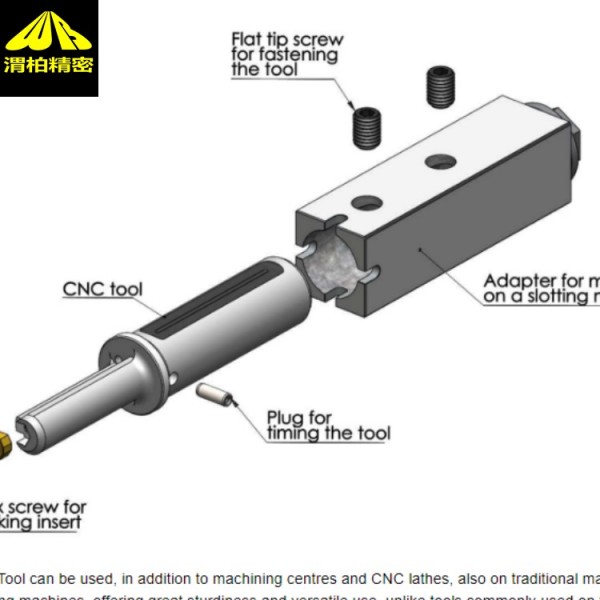
BM拉刀系統是一個智能并且有效的解決方案,在無需配備其他機器或求助于外部*的情況下,允許直接在數控車床和加工中心上實現鍵槽和插削加工。這樣可以保證加工具有佳的光潔度,并且始終處于公差范圍內。此外,在插床和牛頭刨床上使用的 BM 拉刀,是傳統刀具的一個很好的替代品,并具有出眾的多功能性和堅固性。BM 系統是*一個為客戶提供數控機床用完整程序的系統,并且在技術上針對客戶的所有需求提供跟蹤服務,而客戶無需付出任何額外的成本。

陜西渭柏精密機械有限公司位于世界貿易中心-古絲綢之路起點-古城西安。國際貿易與進出口代理,主營機床附件及數控刀具、量具、磨具等德國、瑞士、意大利等歐洲品牌。原裝 、貨真價實、誠實經營。
部分代理品牌如下:
意大利LITD金剛滾輪、金剛砂輪
SMW卡盤
意大利MPA角度頭
PML-PAL卡盤,PML-PAL氣動卡盤
意大利PTM合金頭頂針、高速頂針
瑞士TORAXOR膨脹芯,微型膨脹芯軸
瑞士Stampfli浮動鉸刀把,Stampfli浮動刀把
德國RUKO磁力鉆、麻花鉆、、RUKO螺紋鉆、絲錐
德國S**etix沉頭螺絲、S**etix六角螺絲、螺絲
維斯曼wiseman滾絲輪,wiseman滾絲輪
KOSTYRKA脹緊套、剎車套
STROH金剛筆金剛滾輪、金剛石修整器
瑞士Meister 筒夾,Meister套筒,Meister導套
GOELTENBODTD刀座
德國Capilla焊條、Capilla焊絲
德國WENDEL的動力刀頭和動力刀座
日本北川KITAGAWA卡盤、車床卡盤
schnyder施尼德滾齒刀
德國X-SENSORS傳感器、進口傳感器